


罗茨鼓风机维修老师傅讲解罗茨风机常见故障原因和解决方法
罗茨鼓风机在现实的使用中,十分容易被周围的环境影响,从而产生故障。而罗茨风机维修行业没有统一的标准,十分混乱,百分之八十的用户对于维修项目不了解,只有良心做秤,没有市场监管。因此,如果遇到罗茨风机故障,大家最好要懂罗茨风机这个东西,以免造成不必要的麻烦和损失。以下给大家总结了罗茨风机常见的故障原因和解决方法,可以参考一下。
正规罗茨鼓风机维修到底有啥不一样?罗茨风机维修陷阱对比便知
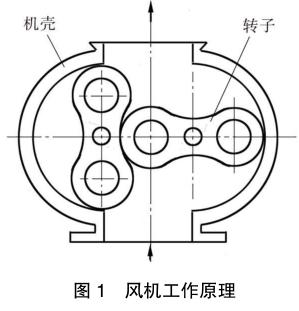
一、罗茨风机工作原理
罗茨风机是一种容积式回转高压风机,以发明人美国罗茨兄弟的姓氏命名。罗茨风机有两个转子,在电机带动下,两个转子会相向转动,当转子转过进气口之后,两个转子和墙板及机壳之间会形成一个密封的腔室,转子继续转动,密封腔室里面的空气会被压入排气口,如此反复经过进气口和排气口,可以不断地将外界空气吸入又排出。两转子相互之间、两转子与机壳及侧盖板之间,既要保证相互不发生碰撞,又要保证不因间隙过大影响效率。两转子运转中始终保持微小间隙,使排出的气体尽量不返回进气室。
 其特点为输出的风量与回转数成正比,当风机出口压力变化时,输送的风量并没有显著变化。罗茨风机有较高的压强,压力在一百千帕以下时,效率远超空压机,用途非常广泛,是污水处理、气力输送、曝气增氧重要气源设备。
其特点为输出的风量与回转数成正比,当风机出口压力变化时,输送的风量并没有显著变化。罗茨风机有较高的压强,压力在一百千帕以下时,效率远超空压机,用途非常广泛,是污水处理、气力输送、曝气增氧重要气源设备。
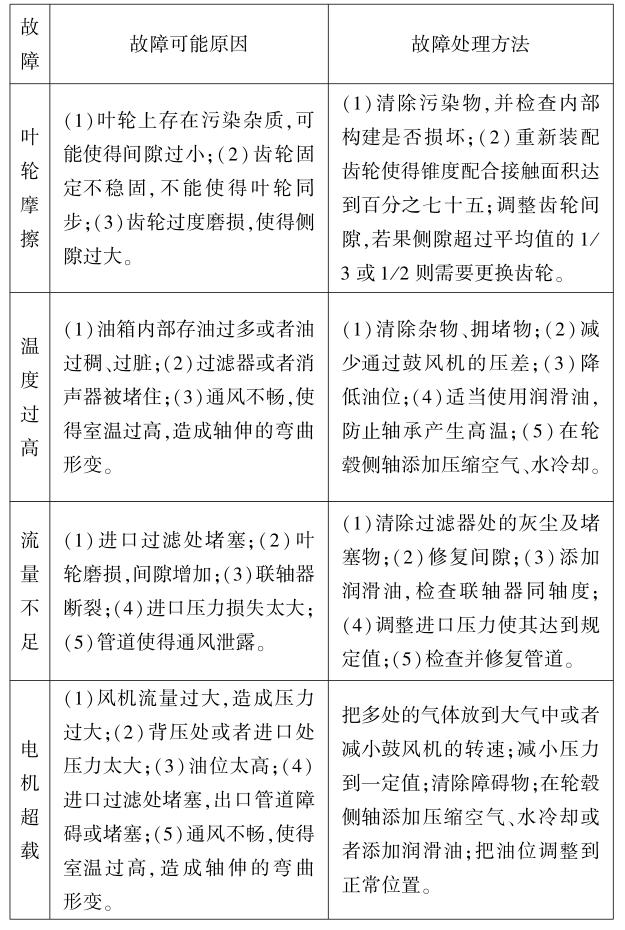
二、罗茨风机常见的故障类型
根据我们锦工多年维修经验总结,罗茨鼓风机故障的常见原因主要包括断轴、轴承损坏、机组振动大、转子卡死、轴封泄漏等等。
转子与机壳或转子间摩擦是罗茨鼓风机的常见问题,若在运转中显示此问题,可能有着比较严重的机械振动与噪音。罗茨鼓风机经过较长时间停机后,频频出现叶轮卡涩的现象,锦工风机把问题的主要原因梳理为以下几大类。
(1)转子分叶、合叶间隙有问题
转子的分叶、合叶间隙有问题,运转中分叶、合叶间隙发生改变。两转子在低速转动的时候会出现撞击,导致转子间摩擦甚至卡阻。
一旦运转中出现此机械故障,会使两转子间或转子与机壳出现撞击,发出强力的撞击声;产生振动变大,甚至能引起基础产生振动;同时摩擦部位温度在短时间内升高,甚至出现机壳发热烧红现象。
(2)轴承损坏
风机运行工况差、油封损坏、装配间隙超标等都会导致轴承损坏,而轴承损坏会造成温度升高,轴承座温度也会增加,严重时会使轴承座变形。
特别是轴承内外圈抱死时,轴承座与侧盖板受到较大的额外力,温度也会很高,轴承座与侧盖板受热不均,严重时造成侧盖板变形,出现裂纹。
轴径磨损,使轴与轴承内圈间隙过大,轴承座磨损使轴承座与轴承外圈间隙过大,都会造成转子卡涩或摩擦。特别是皮带连接的风机,主动轴由于受皮带拉力的作用,致使轴承座单向受力较大,容易出现皮带侧主动轴的轴承座单边磨损。
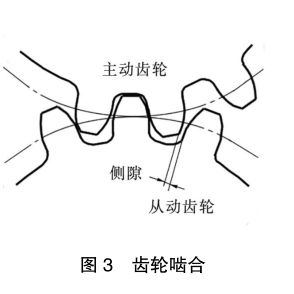
(3)齿轮磨损
齿轮磨损,齿轮侧间隙增大,将造成两转子位置发生变化,使主动转子与从动转子之间合叶间隙变小、分叶间隙增大,引起两转子互相碰撞、摩擦。
(4)转子或壳体变形
如果转子或者壳体变形,会使转子外径与机壳的间隙过小,造成转子摩擦和卡涩。
转子端面与侧盖板间隙小
如果转子与侧盖板间隙过小,有杂物挤进转子与侧盖板间;或轴向定位轴承磨损后,转子的轴向窜量变大,都造成转子与侧盖板发生摩擦,引起转子卡涩。
2、罗茨风机故障处理方式
(1)调节分合叶间隙
用塞尺检查转子分、合叶间隙值,使其在标准范围内。检查调节间隙的背帽与螺栓,保证其完好性。
要求:分叶间隙占总间隙的 1/3,但不小于 0.15mm;合叶间隙占总间隙的 2/3,且要大于齿轮侧隙 1.5 倍。
合叶为主动转子的啮合面向被动转子有靠近的趋势;分叶为主动转子的啮合面向被动转子有远离的趋势。若转子分、合叶间隙不合适,可调整齿套与轮毂或齿轮与轴的周向相对角度。
转子分叶、合叶的调整是罗茨风机检修的关键部分,直接决定着检修质量的好坏。不同类型的罗茨风机,有不同的调节形式。轴与齿轮为锥型无键连接时,一般通过调节轴与齿轮周向相对位置;轴与齿轮为键连接时,一般通过调节从动齿轮与轮毂的相对位置。
风机正常运转过程中,随着齿轮磨损,间隙都会地发生变化,其中合叶间隙趋向减小,分叶间隙趋向增大。在调整两叶轮的工作间隙时,应预先将合叶间隙适当调大,一般合叶间隙是分叶间隙的 2 倍。
叶轮间隙调整时,首先将叶片转到与水平方向呈 45° 的位置,此时两叶轮的间隙即为分叶或合叶间隙。
现场调节时,一般用同样厚度的塞尺固定在两转子间,并将两转子固定,再装入主动齿轮,并将从动齿轮的标记对准主动齿的标记压入轴上,依次装上齿轮挡圈,止动垫圈和紧固螺帽。调整好后再用塞尺测量分叶间隙与合叶间隙的实际大小,如不合适重新调整,直到符合标准。
(2)更换轴承
检查侧盖板是否变形有裂纹。变形不严重,可打磨高点;变形严重则更换侧盖板;如有裂纹,可进行补焊。
检查轴承座与轴径是否磨损。如果轴磨损,一般进行补焊;如果轴承座磨损,单独的轴承座一般更换新件,不进行修理;轴承座与侧盖板为一体时,则补焊轴承座,使其配合间隙达到技术要求。
(3)检查齿侧间隙,更换齿轮
用红丹粉检查齿轮啮合部位的接触面积。检查齿侧间隙的方法有打表法、塞尺法、压铅丝法。
标准要求:侧隙 0.10~0.18mm、啮合部位在齿面中部,齿表接触面积沿齿高方向不小于 50%,沿齿宽方向不小于 70%。若检测结果不符合要求,需更换齿轮。
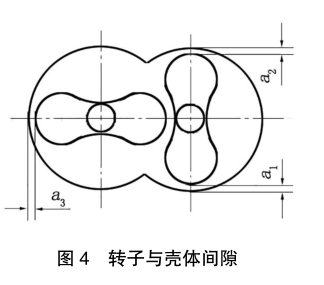
(4)用塞尺测量转子与壳体的间隙
转子与壳体间隙的标准范围为 0.3~0.6 mm。现场检修时一般测量 6 点间隙,每个转子的上下与水平方向,如图所示。
变形较小可以进行打磨处理;变形较大或转子与壳体出现裂纹,应及时报废。
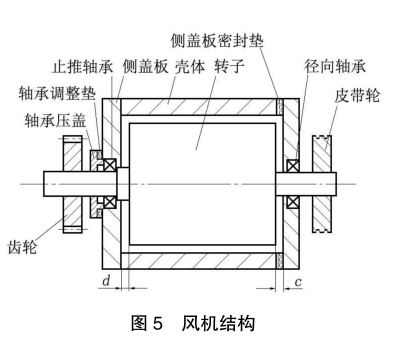
(5)清理转子端面与侧盖板
用塞尺法检测转子端面与机壳的轴向间隙。定位端( 齿轮侧)间隙d=0.1~0.2 mm,非定位端( 皮带轮侧)间隙c=0.3~0.5 mm,总间隙的标准是 0.4~0.7mm。
不同类型的罗茨风机在不同工况下端隙不同,现场检修时按各自检修标准调整。若单侧间隙不合适,可通过加、减轴承调整垫片调整;若总间隙不合适,可通过加、减侧盖板结合面的调整垫片调整,但垫片厚度一般不超过 1mm。用推轴法测量转子的轴向窜量,窜量标准 0.05~0.10mm, 若超过标准最大值的 1.5 倍,则更换轴承。
三、其他故障
罗茨风机有很多的优点,,虽然现在磁悬、空悬鼓风机开始慢慢兴起,但其在水处理行业的应用依然是主流。
罗茨鼓风机的故障往往都是由多个复杂原因综合形成的。用户应该了解其常见故障,判断是否维修方案是否合理,避免商家过度维修,就能大大缩短故障处理的时间,降低维修费用,保证设备安全、稳定、长周期运行。
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928
